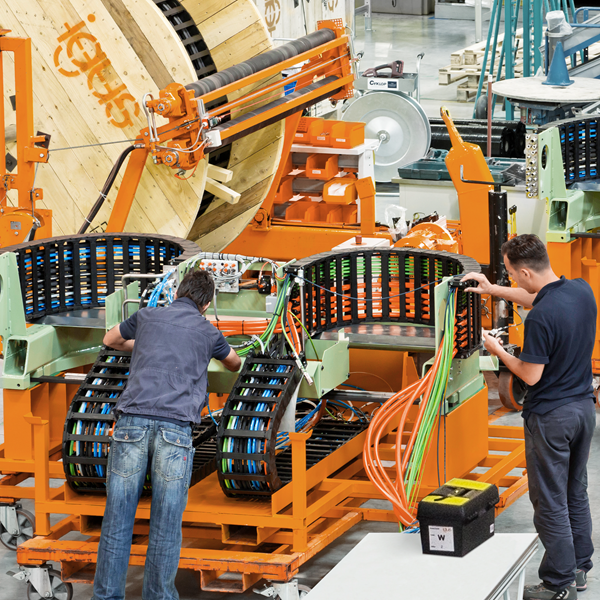
How are chainflex® cables made?

How are chainflex® cables made? Our journey with a cable begins with the most basic component, copper. Copper starts out as raw material and is pulled into smaller strands called litz wires. The number of litz wires required for a cross section depends on the size of the litz wire, a thinner wire will require more strands than a thicker wire to make the same cross section size. The spools of separated wire are then stranded together by machines. During stranding there are two different ways to group the copper strands, one is concentric and the other is bunched. Concentric is one layer of litz wire twisted together around a central wire, ending in a very rounded, stranded conductor. Bunching is used when more than one layer of litz wire is required, this creates a less rounded shape as there is no central wire. Cable generally runs at a speed of 5km per hour, however igus® conductors are stranded at a very high pitch so that the conductor can stand continuous flexing without failing. This increase in quality will extend the production time of igus® cables.
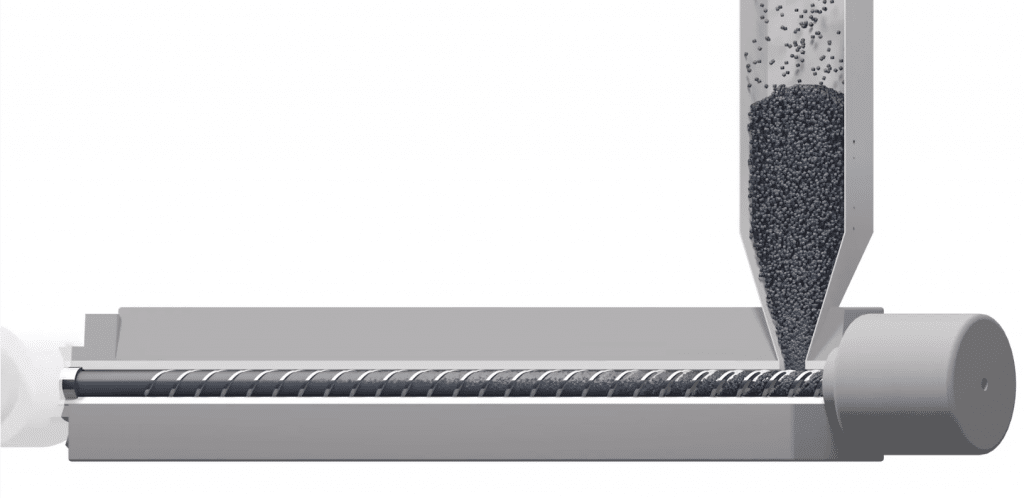
The next step is the insulation. The reel of stranded copper litz wire is placed on the insulation machine and is then run through a series of tests. First, the copper is heated up, once heated it is ready to enter the extruder, where it comes out with the insulation material covering it.
Next, is the cooling line, this is done after the pressure extrusion as the insulation material becomes very hot. In some cases, two different cooling areas are to cool a material, if the temperatures vary. After the cable is cooled, it undergoes three different quality checks where a visual inspection is done. This is to ensure no lumps, bumps or air pockets are on the cable. The next quality check is high voltage spark testing, this box contains charged metal beads. The cable runs through these beads and sparks if there is an issue such as, an opening in the insulation where the bare copper is exposed. The final quality check is a laser outer diameter test, using two different axis lasers to measure the approximate OD. Due to the intricacies involved and to ensure that igus® produces the highest quality chainflex®, large amounts of cable can be rejected when testing.
If you are enjoying reading ‘how are chainflex® cables made?’ you can read more blogs about chainflex® cables here: https://blog.igus.co.uk/category/chainflex-cables/
If you are enjoying reading ‘how are chainflex® cables made?’ you can read more blogs about chainflex® cables here.
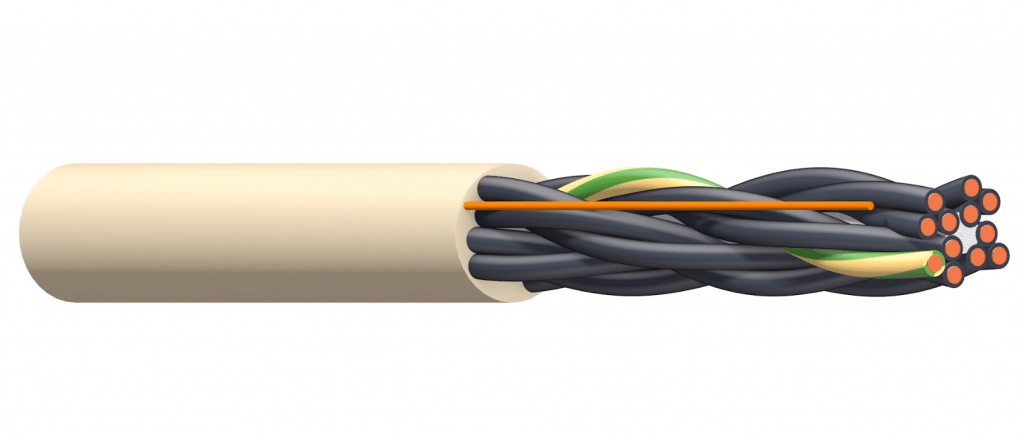
Once we have all the single conductors with insulation the next step is to bundle them into cores, this is done using a machine called a neutraliser. This bundle design is unique to igus® as it allows each conductor to have similar bend radius strains. In a standard layer, cable conductor, are in the inner radius, the centre radius and the outer radius causing more or less stress on different parts of the conductors, reducing the lifetime of the cable.
The next step is the inner jacket. It works similarly to the insulation process and is inside many different chainflex® cables. Inner jackets need to be stripped before application of a cable so igus® includes the CFRIP feature, an orange cord is added within the inner jacket to allow stripping to be made easy. After the CFRIP is added the next step is the addition of talcum powder, which is added to all the conductors prior to the inner jacket being extruded. Talcum powder is used to decrease the friction between the conductors and avoids abrasion, the cable then undergoes the same three quality checks.
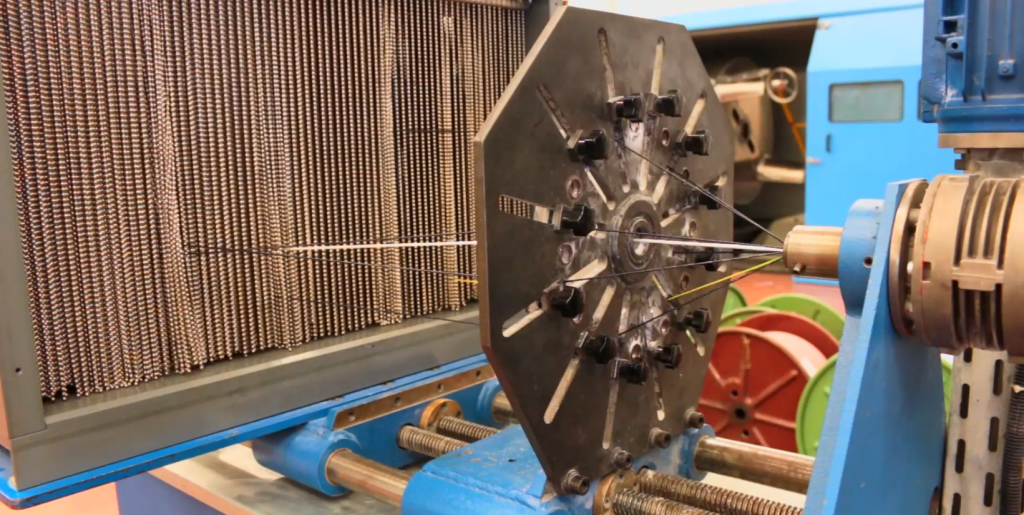
After the inner jacket comes the shielding. All chainflex® cables use tinned copper for the braided shield material. Rotating carriages weave around the inner jacket to create the braid that you see on the finished product. igus® uses a short pitch or a tight angle on our shields as tighter braiding has a greater protection against EMI. igus® tests this in order to be able to assign a value of 90% optical coverage another reason is because it is the best design for a continuous flex cable.
After shielding, is the last step of the cable making process, the outer jacket. The cable is brought through the extruder head so that the pressure extruder material can cover it completely. It is again headed into the cooling line and once cooled it also goes through the same three quality checks: the lump check, the spark test and the outer diameter test. Once the cable is finished it is tested in our igus® test lab.
Now we have answered ‘how are chainflex® cables made’ read how chainflex® cables are tested here.