
How are chainflex® cables tested?
How are chainflex® cables tested? All of our chainflex® cables undergo rigorous testing to ensure the maximum service life of igus® cables, because of this we can supply our unique up to 36-month-guarantee. Here we will go through 8 of our cable tests.
Test 1
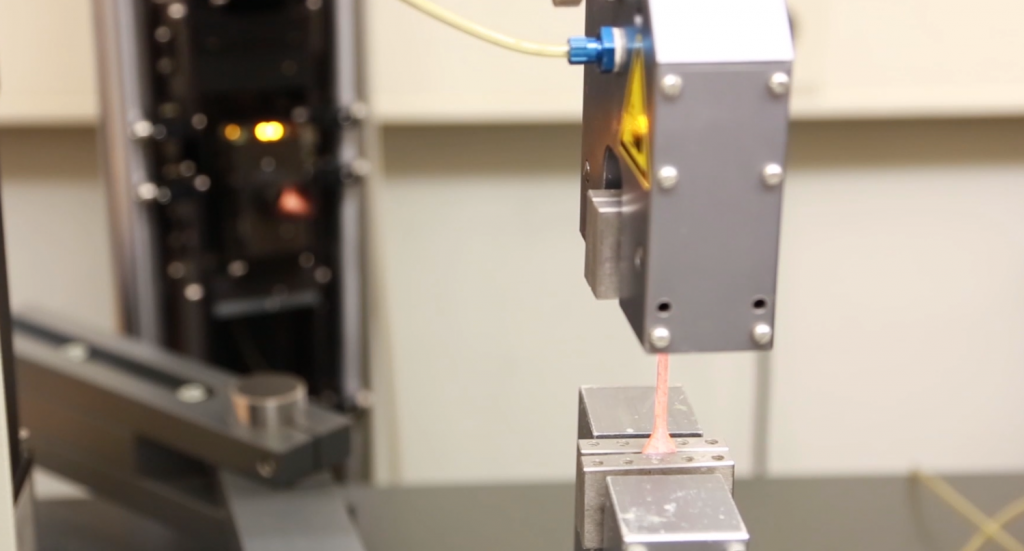
First, we test the tensile strength of the outer jacket, the jacket is cut using a tool that measures the same sized piece shaped like a bone. After, markers are glued on to indicate a specific distance that will be measured to determine the strength. It is then placed into a pull machine on which cameras are mounted on moving blocks to determine the exact distance the markers move during the test.
This informs us of the quality and purity of the material being used. If something was wrong during the production of this jacket, this test alerts us and it is then corrected. This test is performed three times in each cable batch to ensure that the test and material match up with the required standards.
Test 2 & 3
The next test is for concentricity, this ensures that during the extrusion process the material being extruded covers the cable properly. This is very important when considering harnessing cables because automated machines and will cut through a conductor’s insulation if the jacketing is not concentric and properly proportioned. After this, they are also able to measure wall thickness, this is done by measuring six different points whilst under the microscope. After concentricity a visual inspection is conducted where we can measure the core and the overall diameter as the insulation thickness needs to meet certain criteria.
Test 4 to
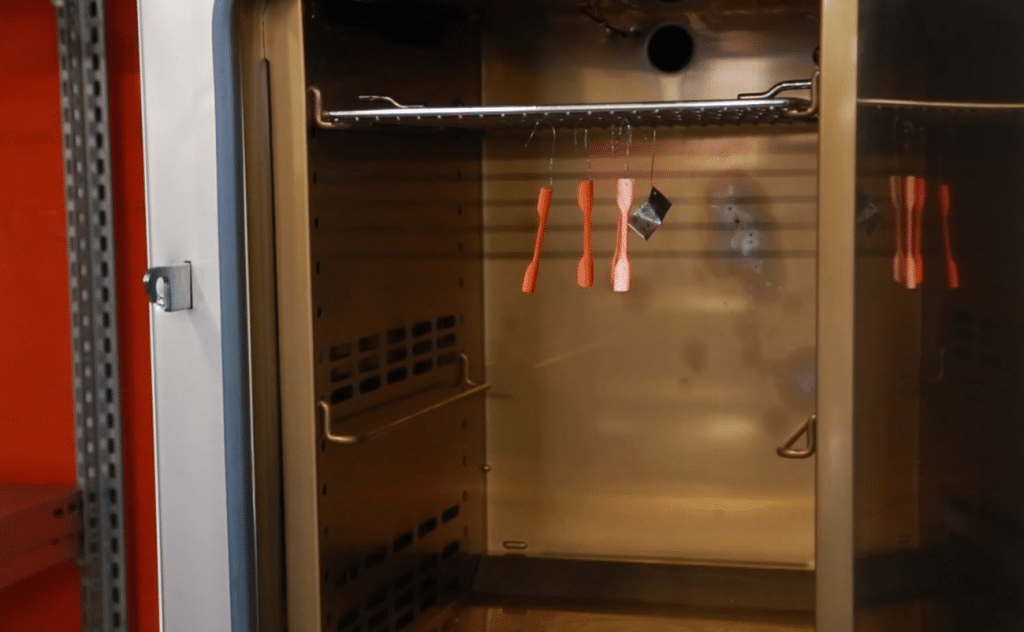
The fourth test is ageing the outer jacket, the jacket is hung with other samples from the same batch in a chamber that has a hotter temperature than optimum room temperature. This increased temperature helps predict how a cable is expected to age, depending on the material different results are expected. These results are tracked and compared against the standard results their given materials.
Test 5 & 6
The next test is an oil test, in this test, cable jacket pieces are submerged in oil for a specific length of time at a specific temperature. The time and temperature are standard criteria that have been created and depending on the results this will determine the specific oil marking certifications that the cable will hold. Although this is a great test it is not ideal for igus® cables as it does not consider the flexing aspect. Therefore, we test our cables harnessed and in e-chains® in our own in-house test facility, which is the largest of its kind in the world.
Test 7
The next test is the conductivity and resistance test, this ensures that cables meet special electrical requirements that are presented in the technical data sheets. This test is very important as cables are chosen based on their electrical properties to fulfil application needs. For this reason, entire drums are tested not just a small sample. After that, it is on to the high voltage test, this is to ensure there are no insulation or jacket issues with the cable, here the entire spool is also tested. The results of these tests are included in our catalogue pages under test voltage.
Final test to see ” how are chainflex® cables tested?”
The final test is the flame test. The cable is placed under direct flame for fifteen second periods and alternates fifteen seconds on and off. This occurs over 5 cycles and after the fifth cycle the cable passes the FT1 test if the following applies: the cable does not continue to burn after 60 seconds, no melting of the outer jacket occurs where it causes the material to drip, the flag mark on the cable does not burn to show that the fire did not travel upwards of where the flame was applied.
Non stop testing.
For many cable companies the factory is where the cable testing stops, but not at igus®. We test cables every day, in batch tests where 20% of each batch is documented and checked to ensure no cables have any defects. This includes, overall outer diameter, cross-section sizes, correct jacketing service and specific colour coding of the outer jacket material. Then the cables are harnessed into an e-chain® at a lower bend radius than our catalogue typically permits and are run for hundreds of thousands of cycles. Noted during this testing is the temperature, speed, bend radius and total number of cycles.
After one whole week of testing the cables are replaced with the new weeks batch and the cables that have been running are then brought to the examination laboratory. A sample is taken from the middle of the cable to ensure it had the most flexing, this is then stripped and dissected into each individual part. Any issues with any part of the cable are then noted and documented to ensure all igus® cables perform flawlessly.
To find out more about igus® testing click here and for more chainflex® blogs visit https://blog.igus.co.uk/category/chainflex-cables/




